

Ветряк
Люди издавна применяли ветровую энергию в парусном судоходстве, строили ветряные мельницы для помола зерна и подъёма воды. С появлением электростанций выгодность и целесообразность применения ветровой энергии резко See details
Экспериментальная проверка Z-m
Проворачиваются 4 луча. Больше не получается, т.к не выдерживаются два главных правила магнитов - точность позицирования и идентичность полей. Магниты керамические, дешёвые. Даже при перестановке нескольких сразу меняется картина. Однако See details
Некоторые соображения о природ
Согласно, принятым в современной физике представлениям о законе сохранения количества движения (импульса), в природе не существует каких бы то ни было сил, способных сдвинуть с места центр инерции(ЦИ) замкнутой системы. See details
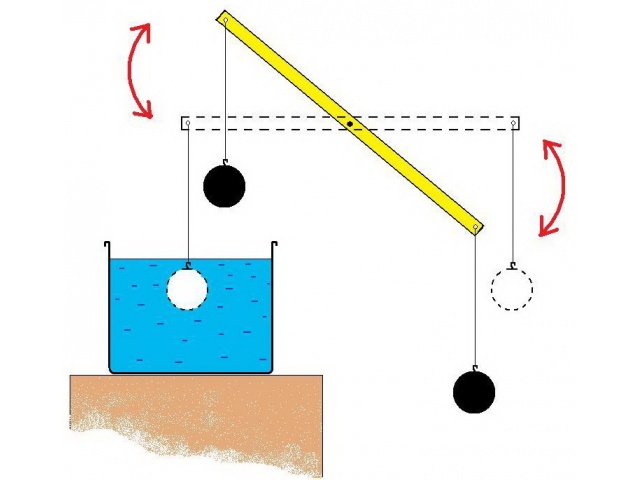
Двигатель на основе закона Арх
Это случилось более 2000 лет тому назад. С тех пор закон Архимеда изрядно послужил людям. Однако заставить архимедову силу работать в режиме вечного двигателя (ВД) никому из многих поколений изобретателей See details
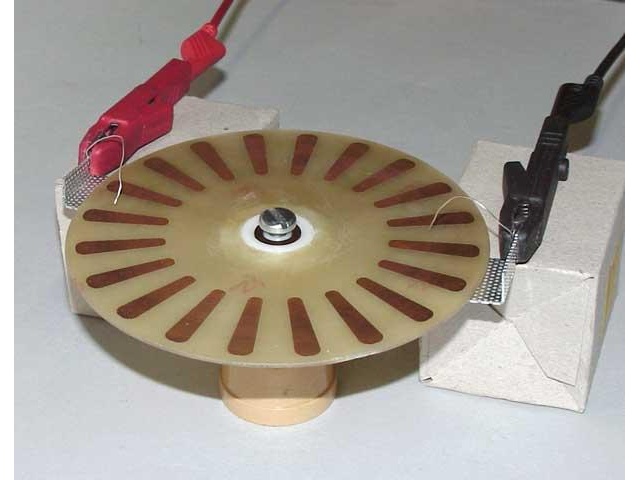
Дисковый электростатический мо
Принцип Электростатической машины Influenzmaschine является обратимым. Если две машины связать друг с другом, одна может быть генератором а другая мотором Motor. Несколько улучшенный и более простой принцип только с одним See details
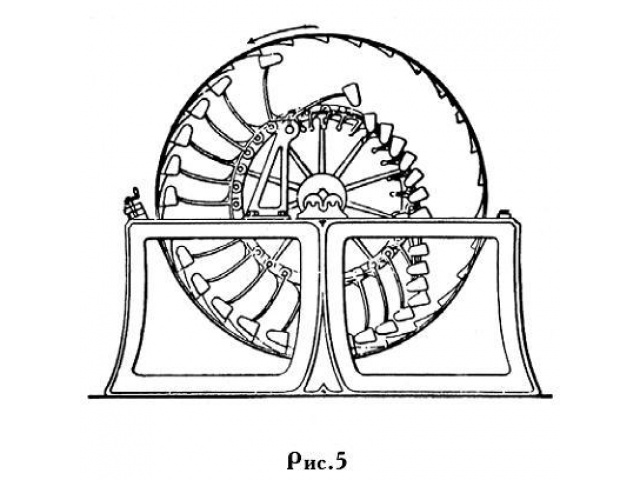
Колесо Орфериуса
Эксперименты и природные явления дают нам основание полагать, что гравитационные или силы Архимеда могут быть использованы для совершения полезной работы. Для этого необходимо рассматривать неравновесное состояние динамической и механической системы. See details



Проведение сварки
23.01.2019Основной регулируемый параметр — начальная температура, на которую по правилам изготовления стальных мосговых конструкций (СНиП 111-18-— 75) есть ограничения. Для ручной н полуавтоматической сварки эти ограничения более жесткие из-за меньших тепловложений. Если ограничения не удовлетворяются, то перед сваркой металл подвергают местному (в зоне сварного шва) нагреву газовыми (кислородными) горелками до температуры 100— 150°С. При автоматической сварке скорость остывания металла можно понизить не только посредством подогрева, но и подбором режимов с повышенными тепловложепиями.
Большую опасность представляют дефекты сварных соединений, создающие возможность хрупких разрушений конструкций. Поэтому, с одной стороны, необходимо обеспечивать высокое качество сварки, а с другой — выявлять дефекты в процессе контроля качества и затем их устранять. Дефекты сварных соединений: 1) трещины наружные и внутренние;2) непровары во всех стыковых швах, а также в тех угловых швах, которые по проекту должны быть выполнены с полным проваром; 3) поры (пузырьки в затвердевшем металле) и шлаковые включения — наружные и внутренние; 4) подрезы основного металла. Хотите продвинуть продукт на рынок? Профессиональная съемка рекламного ролика будет отличным вариантом.
Особенность норм контроля сварных соединений по СНпП 111-18— 75 состоит в том, что регламентируются не только уровни допустимых дефектов и способы их исправления, но и методы контроля. Соответственно, сварные швы разделяют по степени ответственности на три категории. К первой категории относят наиболее ответственные стыковые швы растянутых поясов балок, ортотропных плит и элементов ферм, ко второй—угловые (соединительные) швы в растянутых зонах балок и в растянутых элементах ферм, к третьей — стыковые и угловые швы в сжатых зонах балок и в сжатых элементах ферм. Категории швов указывают в проекте.
Магниты и магнитные поля
Конструкции, использующие воду
Самые читаемые
- Биотопливо из мирового мусора
- Мощная стационарная ветровая электростанция своими руками
- Строим простейший ветрогенератор своими руками
- Бестопливный двигатель-генератор Кондрашова-Описание и чертеж
- Гидротаран своими руками
- Магнитный двигатель Баумана
- Генератор Маркелова
- Дисковый электростатический мотор
- Тестатика- Описание
- Двигатель на основе закона Архимеда
Mainlink Module
Сейчас в сети
Последние комментарии
- А.И. Краснов - А возможен ли В...
Если применить к технической термодинамике метод Г...
01.11.13 18:05 - Тестатика- Описание
Что же будет с Лукойлои и этим Газ-промом когда у ...
15.09.13 15:27 - Способ получения статического ...
"..... Однако пока не решен вопрос отвода жидкости...
21.08.13 14:44 - Биотопливо из мирового мусора
Отличная статья. Мне понравилась. Пишите почаще. Б...
24.02.13 16:32 - Гидротаран своими руками
Поздравляю Вас! Хоть один человек решился сам начи...
22.02.13 01:37